类别:多级泵发布时间:2021.7.23
DG 型高压水泵是多级分段式结构的离心泵,在对其解体前应先熟悉图纸,了解泵的结构及拆装顺序,避免因失误而造成部件的损伤。同时,随着解体的进行,及时测取各有关数据,以便组装时参考。下面按顺序来介绍泵的解体。
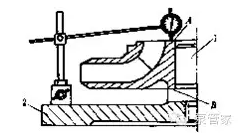
在拆卸多级泵时,首先应对其两端的轴承(一般为滑动轴承)进行检查,并测量水泵在长期运行(一个大修间隔)后轴瓦的磨损情况。测量方法通常用压铅丝法,如图所示。
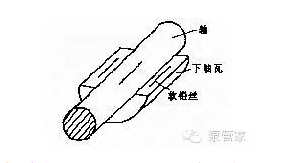
轴瓦的径向间隙一般为1‰~1.5‰D (D为泵轴直径),若测出的间隙超过标准,则应重新浇注轴瓦合金并研刮合格。此外,还应检查轴瓦合金层是否有剥离、龟裂等现象,若严重影响使用,则应重新浇注合金。在轴瓦检测完毕后,即可按顺序拆卸,并注意做好顺序、位置标记。
在分解两侧的上轴瓦并测量其间隙和紧力后,即可取出油挡。再退出填料压盖,取出盘根及水封环,然后即可将轴承座取下。对DG 型水泵,应先由出水侧开始解体,基本顺序为:
叶轮的流道应与导叶的流道对准,不然应找出原因。在泵体的分解过程中,需注意以下事项:
在泵体全部分解后,应对各个部件进行仔细检查,若发现损坏或缺陷,要予以修复或更换。本节将介绍对静止部件的检查与修复。
多级泵的相邻泵壳之间都是止口配合的,止口间的配合间隙过大会影响泵的转子与静止部分的同心度。检查泵壳止口间隙的方法如下:
将相邻的泵壳叠置于平板上,在上面的泵壳上放置好磁力表架,其上夹住百分表,表头触点与下面的泵壳的外圆相接触,如图所示。
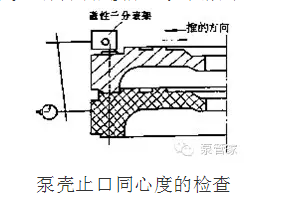
口之间存在的间隙。通常止口之间的配合间隙为0.04~0.08mm,若间隙大于0.10-0.12mm,就应进行修复。最简单的修复方法是在间隙较大的泵壳公止口上均匀堆焊6~8 处,然后按需要的尺寸进行车削。
用手锤轻敲泵体,如果某部位发出沙哑声,则说明壳体有裂纹。这时应将煤油涂在裂纹处,待渗透后用布擦尽面上的油迹并擦上一层白粉,随后用手锤轻敲泵壳,渗入裂纹的煤油即会浸湿白粉,显示出裂纹的端点。若裂纹部位在不承受压力或不起密封作用的地方,则可在裂纹的始、末端点各钻一个φ3mm 的圆孔,以防止裂纹继续扩展;若裂纹出现在承压部位,则必须予以补焊。
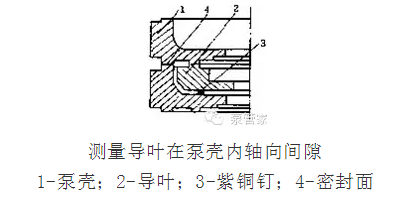
多级泵的导叶若采用不锈钢材料,则一般不会损坏;若采用锡青铜或铸铁,则应隔2~3年检查一次冲刷情况,必要时更换新导叶。凡是新铸的导叶,在使用前应用手砂轮将流道打磨光滑,这样可提高效率2%~3%。此外还应检查导叶衬套(应与叶轮配合在一起)的磨损情况,根据磨损的程度来确定是整修还是更换。导叶与泵壳的径向配合间隙为0.04~0.06mm,过大时则会影响转子与静止部件的同心度,应当予以更换。用来将导叶定位的定位销钉与泵壳的配合要过盈0.02~0.04mm,销钉头部与导叶配合处应有1.0—1.5mm的调整间隙。导叶在泵壳内应被适当地压紧,以防高压泵的导叶与泵壳隔板平面被水流冲刷。通常,压紧导叶的方法是在导叶背面叶片的肋上钻孔,加装3~4 个紫铜钉(尽量靠近导叶外缘,沿圆周均布),如图2-5 所示,利用紫铜钉的过盈量使导叶与泵壳配合面密封。加装的紫铜钉一般应高出背面导叶平面0.50~0.80mm。
在水泵的解体过程中,应用压铅丝法来检查动、静平衡盘面的平行度,方法是:
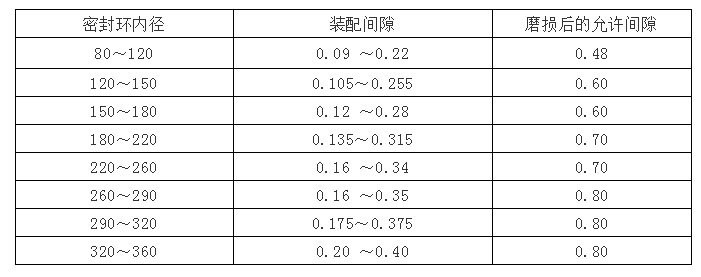
目前,密封环与导叶衬套一般都是用不锈钢或锡青铜两种耐磨材料制成的。选用不锈钢制造的密封环与导叶衬套寿命较长,但对其加工及装配的质量要求很高,否则易于在运转中因配合间隙略小、轴弯曲度稍大而发生咬合的情况。若用锡青铜制造,则加工容易,成本低,也不易咬死,但其抗冲刷性能相对稍差些。新加工的密封环和导叶衬套安装就位后,与叶轮的同心度偏差应小于0.04mm。密封环与叶轮的径向间隙随密封环的内径大小而不同,具体可参阅表2-3-1。密封环与泵壳的配合间隙一般为0.03~0.05mm。
导叶衬套与叶轮轮毂的间隙一般为0.40~0.45mm。叶衬套与导叶之间采用过盈配合,过盈量为0.015~0.02mm,并需用止动螺钉紧固好。
在水泵解体后,检查叶轮密封环的磨损程度,若在允许范围内,可在车床上用专门胎具胀住叶轮内孔来车修磨损部位,修正后要保持原有的同心度和表面粗糙度。最后,配制相应的密封环和导叶衬套,以保持原有的密封间隙。叶轮密封环经车修后,为防止加工过程中胎具位移而造成同心度偏差,应用专门胎具进行检查,如图所示。
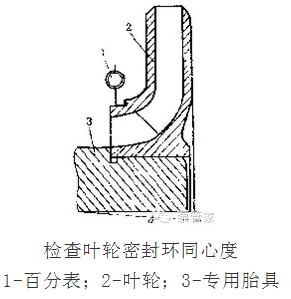
用一带轴肩的光轴插入叶轮内孔,光轴固定在钳台上并仰起角度α,确保叶轮吸入侧轮毂始终与胎具轴肩相接触并缓缓转动叶轮,在叶轮密封环处的百分表指示的跳动值应小于0.04mm,否则应重新修整。
对首级叶轮的叶片,因其易于受汽蚀损坏,若有轻微的汽蚀小孔洞,可进行补焊修复或采用环氧树脂粘结剂修补。测量叶轮内孔与轴颈配合处的间隙,若因长期使用或多次拆装的磨损而造成此间隙值过大,为避免影响转子的同心度甚至由此而引起转子振动,可采取在叶轮内孔局部点焊后再车修或镀铬后再磨削的方法予以修复。
叶轮在采取上述方法检修后仍然达不到质量要求时,则需更换新叶轮。
对新换的叶轮应进行下列工作,检查合格后方可使用:
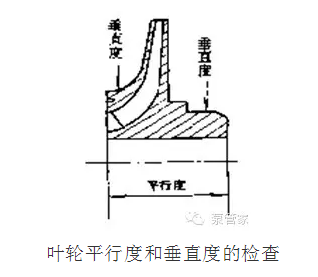
转子试装主要是为了提高水泵最后的组装质量。通过这个过程,可以消除转子的紧态晃度,可以调整好叶轮间的轴向距离,从而保证各级叶轮和导叶的流道中心同时对正,可以确定调整套的尺寸。在试装前,应对各部件进行全部尺寸的测量,消除明显的超差。各部件径向跳动的测量方法可参考前面的内容,对各部件端面晃度的检查方法为:叶轮仍是采用专门的心轴插入叶轮内孔,心轴固定在平台上,轻轻转动叶轮,百分表的指示数值即为端面的跳动。此跳动值不得超过0.015mm,否则应进行车修,如图所示。
检查套装零件的垂直度和平行度而轴套等部件端面跳动的检查可在一块平板上用百分表出,此跳动值不得大于0.015mm。总之,在检查转子各部件的端面已清理,叶轮内孔与轴颈的间隙适当,轴弯曲不大于0.03~0.04mm,各套装部件的同心度偏差小于0.02mm且端面跳动小于0.015mm时,即可在专用的、能使转子转动的支架上开始试装工作。
将水泵的所有部件都经清理、检查和修整以后,就可以进行总装工作了。组装水泵按与解体时相反的顺序进行,回装完成后即可开始如下的调整工作:
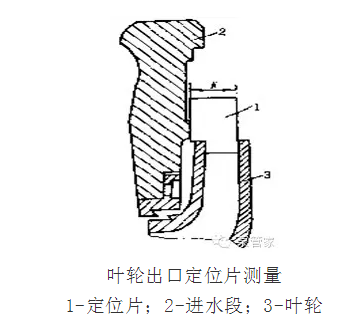
准备好一块定位片(其宽度K 是经测量后得出的),把定位片插入首级叶轮的出水口。将转子推至定位片与进水段侧面接触(此时首级叶轮与挡套、轴肩不能脱离接触而产生间隙),这时叶轮出水口中心线应正好与导叶入水口中心线对齐。在与入口侧填料室端面齐平的地方用划针在轴套外圆上划线,以备回装好平衡装置后检查出水口的对中情况和叶轮在静子中的轴向位置。
测量总窜动的方法是:装入齿形垫,不装平衡盘而用一个旧挡套代替,装上轴套并紧固好锁紧螺母后,前后拨动转子,在轴端放置好的百分表的两次指示数值之差即为轴的总窜动量。另外,也可采用只装上动平衡盘和轴套的方式,将轴套锁紧螺母紧固到正确位置后,前后拨动转子,两次测量的对轮端面距离之差即为转子的总窜动量。不论采用何种方式测量总窜动量,在拨动转子的同时,用划针在轴套外圆上以入口侧填料室端面为基准划线,往出口侧拨动划线为a,往入口侧拨动划线为b,则首级叶轮出水口对中定位时的划线c 应大致处于a b 线的中间。当调整转子轴向位置时,应以此线(c 线)作为参考。
首先,将平衡盘、调整套、齿形垫、轴套等装好,再将锁紧螺母紧固好。前后拨动转子,用百分表测量出推力间隙。如果推力间隙大于4mm,应缩短调整套长度,使转子位置向出口侧后移;若推力间隙小于3mm,则应更换一新的齿形垫,增加其厚度,使转子位置向入口侧前移。注意:切不可采用加垫片的方法来进行调整。
最后,在与入口侧填料室端面齐平处用划针在轴套外圆上划线,此线应大致与前述的c 线相重合。
转子的轴向位置是由动、静平衡盘的承力面来决定的。这两个部件的最大允许磨损值为lmm,故转子在静子里的轴向位移允许偏移值为:
入口侧 4+1=5mm
出口侧 4-l=3mm
这样,当平衡盘磨损或转子热膨胀伸长量超过静子的伸长量时,仍可保证叶轮与导叶的相对位置。
水泵的本体部分组装完成后,即可回装两端的轴承,其步骤为:
水泵的检修完成后,检查水泵盘转正常,各部件无缺陷且运转时振动也很小,再次复测转子和静子的各项间隙、转子的轴向总窜动量等合乎要求,组装后的动静平衡盘的平行度偏差小于0.02mm,泵壳的紧固穿杠螺栓的紧固程度上下左右误差不大于0.05mm,则可以认为水泵检修、安装的质量合格。
版权所有 © 上海迈科泵业制造有限公司 销售电话:021 - 56625995,36339855 E-mail: maike168@126.com 沪ICP备09048599号-1








